|
1.
|
|
2.
|
|
3.
|
选择规格限列属性。
|
|
4.
|
|
5.
|
选择分析 > 质量和过程 > 控制图生成器。
|
|
6.
|
|
7.
|
|
8.
|
右击不合格报表的主体,然后从“列”子菜单中选择期望组内 PPM。
|
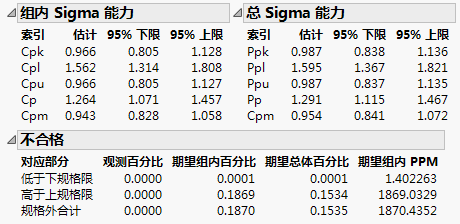
不合格报表中给出的超出规格范围的产品估计值提供了直接衡量过程性能的测度。不合格报表中的 PPM 值指示,间距很少落在下规格限(每百万 1.4 个部件)之下。不过,间距落在上规格限之上的部件数为每百万 1869.0 个部件。
|
1.
|
选择分析 > 质量和过程 > 过程能力。
|
|
2.
|
|
3.
|
打开过程子组分级显示项。
|
|
4.
|
|
5.
|
点击嵌套子组 ID 列。
|
|
6.
|
点击确定。
|