“测量系统分析”的更多示例
在该示例中,三名操作员对六个晶圆的单个特征测量了两次。执行详细的分析以了解测量系统的性能。
执行初始分析
1. 选择帮助 > 样本数据库,然后打开 Variability Data/Wafer.jmp。
2. 选择分析 > 质量和过程 > 测量系统分析。
3. 将 Y 分配给 Y,响应角色。
4. 将晶圆分配给部件,样本 ID 角色。
5. 将操作员分配给 X,分组角色。
请注意,MSA 方法设置为 EMP,散度图类型设置为极差,模型类型设置为交叉。
6. 点击确定。
平均图和极差图
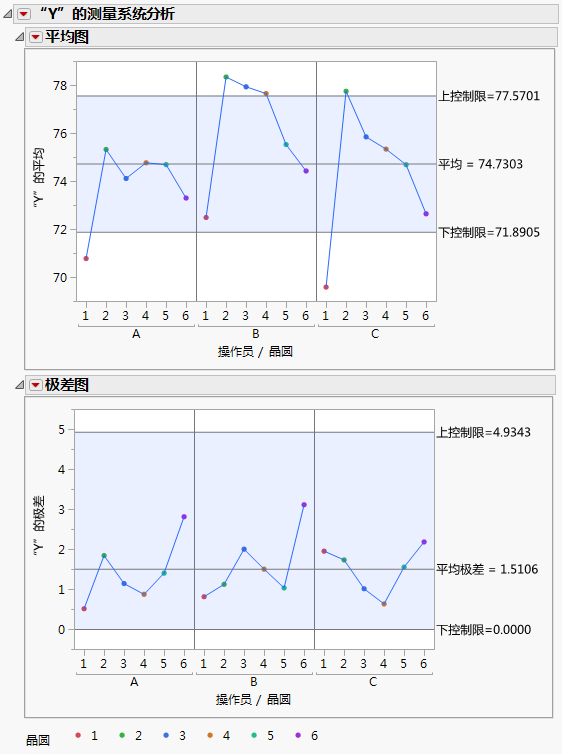
平均图显示某些部件的平均测量值超过控制限。这是想要的结果,指示可测量的部件间变异。
极差图显示没有点超过控制限。这是想要的结果,指示操作员测量值在部件内是一致的。
查看交互作用
我们来进一步查看操作员和部件之间的交互作用。点击“Y 的测量系统分析”旁边的红色小三角并选择平行性图。
平行性图
通过查看按操作员的平行性图,您可以看到线条相对平行,只有一些轻微的交叉。
查看操作员一致性
我们来进一步查看操作员之间的变异。点击“Y 的测量系统分析”旁边的红色小三角并选择复测误差比较。
复测误差比较
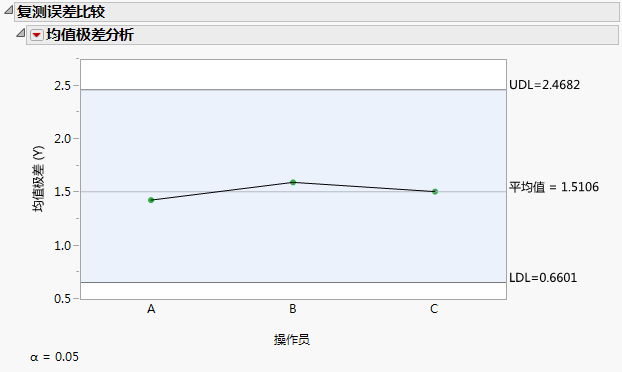
通过查看“复测误差比较”,您可以看到没有操作员的复测误差与总复测误差有显著差异。这说明操作员的测量是一致的。
为了确定这一点,您决定查看偏倚比较图,该图指示操作员测量部件所得的值是否太高或太低。点击“Y 的测量系统分析”旁边的红色小三角并选择偏倚比较。
偏倚比较
通过查看偏倚比较图,您可以发现以下几点:
• 操作员 A 和操作员 B 具有可检测的测量偏倚,因为它们与总平均值具有显著差异。
• 操作员 A 的测量值明显偏低。
• 操作员 B 的测量值明显偏高。
• 操作员 C 的测量值与总平均值没有显著差异。
对测量系统分类
查看“EMP 结果”报表以对测量系统分类,寻找改进的机会。点击“Y 的测量系统分析”旁边的红色小三角并选择 EMP 结果。
EMP 结果
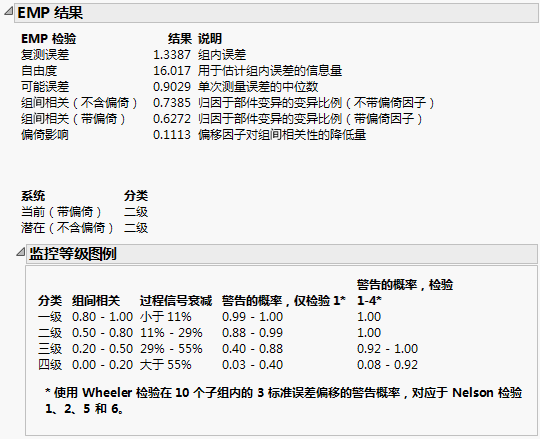
该分类为“二级”,它指示仅使用检验 1 有 88% 以上的机会在 10 个子组内检测到 3 标准差偏移。您发现偏倚因子对组间相关有 11% 的影响。换句话说,若您可以消除偏倚因子,您的组间相关系数将提高 11%。
探索控制图检测过程变化的能力
使用“偏移检测刻画器”探索控制图可在过程中检测到变化的概率。点击“Y 的测量系统分析”旁边的红色小三角并选择 偏移检测刻画器。
偏移检测刻画器
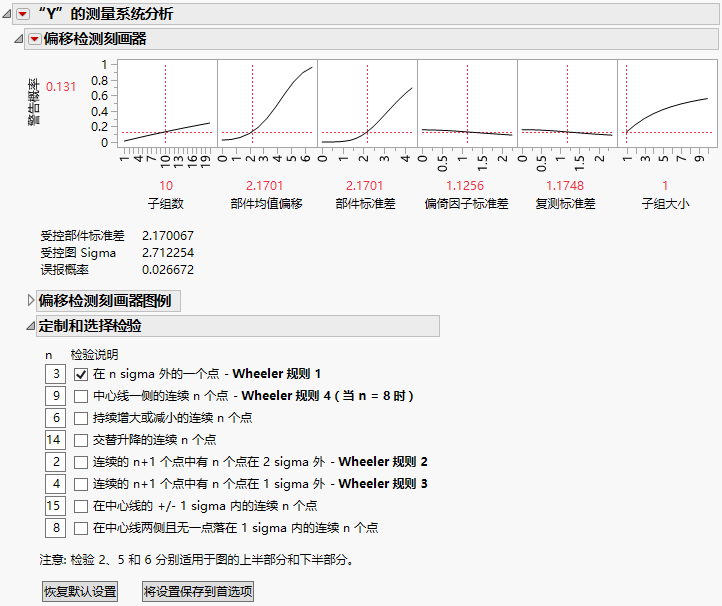
默认情况下,选择的唯一检验针对超过 3 个 sigma 限值的点。还请注意,默认子组大小为 1,这指示您在使用单个测量值图。
我们来探索一下在均值偏移之后的 10 个子组中检测到大小为两个部件标准差偏移的能力。点击部件均值偏移值 2.1701,将它更改为 4.34(2.17 乘以 2)。检测到两个部件标准差的偏移的概率为 56.9%。
接着,查看消除偏倚如何影响检测到两个部件标准差的偏移的能力。将偏倚因子标准差值从 1.1256 更改为 0。检测到偏移的概率增加到 67.8%。
最后,增加更多检验来查看检测到两个部件标准差偏移的概率如何变化。除了第一个检验外,选择第二个、第五个和第六个检验(Wheeler 规则 4、2 和 3)。使用这四个检验在没有偏倚变异的情况下,检测到偏移的概率为 99.9%。
您还可以探索使用较大的子组大小对控制图的影响。对于 2 或更大的子组大小,控制图为均值图。将偏倚因子标准差值改回 1.1256,只选择第一个检验。在刻画器中将子组大小设置为 4。此时检测到两个部件标准差偏移的概率为 98.5%。
查看测量值增量
最后,查看您的测量值增量是否合适。点击“Y 的测量系统分析”旁边的红色小三角并选择 有效分辨率。
有效分辨率
“当前测量值增量”为 0.01,低于“增量下限” 0.09,指示应调整以后的测量值使记录位数少 1。