发布日期: 08/07/2020
V 形模板 CUSUM 图示例
利用一种机器来装填二冲程机油添加剂到 8 盎司油罐。装填过程被视为处于统计控制中。该过程经过设置,满罐的平均重量 (m0) 为 8.10 盎司。之前的分析显示装填重量的标准差 (s0) 为 0.05 盎司。
选取了四个油罐的子组样本,每小时称重一次,连续称了 12 小时。Oil1 Cusum.jmp 数据表中的每个观测都包含一个重量值及其关联的小时值。观测经过排序,小时值采用升序排序。
1. 选择帮助 > 样本数据库,然后打开 Quality Control/Oil1 Cusum.jmp。
2. 选择分析 > 质量和过程 > 控制图 > CUSUM。
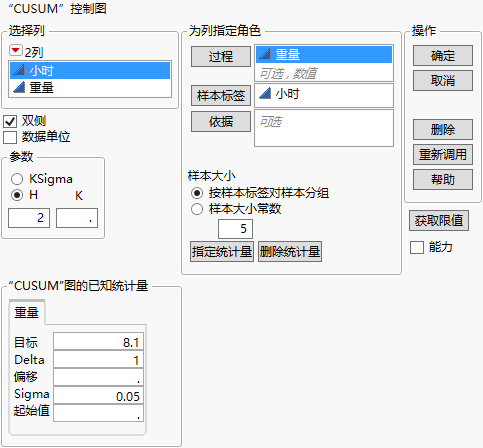
3. 选择重量并点击过程。
4. 选择小时并点击样本标签。
5. 选中双侧复选框(若尚未选中)。
6. 在“参数”区域中,点击 H 按钮并键入 2。
7. 点击指定统计量。
8. 在目标旁边键入 8.1。
8.1 是满罐的平均重量(单位为盎司)。这是目标均值。
9. 在 Delta 旁边键入 1。
1 是要检测的最小偏移的绝对值,该值作为过程标准差或标准误差的倍数。
10. 在 Sigma 旁边键入 0.05。
0.05 是以盎司为单位的装填重量的已知标准差 (s0)。
完成的启动窗口
11. 点击确定。
Oil1 Cusum.jmp 数据的双侧 CUSUM 图
您可以通过将点与 V 形模板加以比较来解释该图。V 形模板的右边缘以最近一个点(第 12 个小时)为中心。由于没有任何点穿越 V 形模板的两臂,所以没有证据表明过程中发生偏移。请参见V 形模板 CUSUM 图报表。
需要更多信息?有问题?从 JMP 用户社区得到解答 (community.jmp.com).