|
1.
|
|
2.
|
Run the Screening script.
|
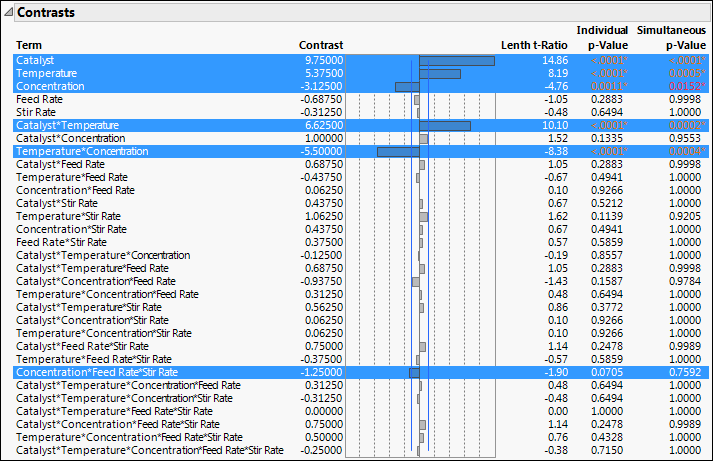
Note: Because the p-values in the Contrasts report are obtained using a Monte Carlo simulation, you will not obtain the same values as shown in Contrasts Report for Reactor 32 Runs.jmp. For more information, see Lenth’s Pseudo-Standard Error in The Fit Two Level Screening Platform.
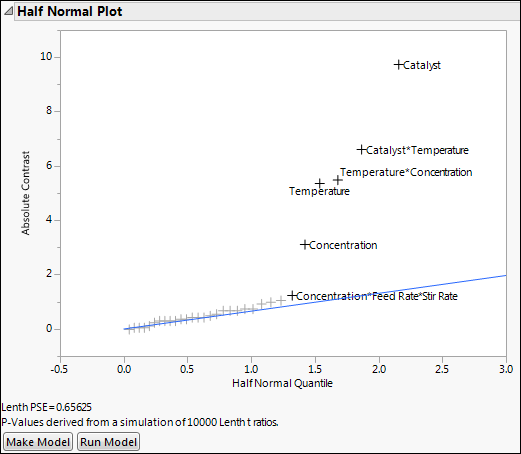
The Half Normal Plot provides strong evidence that at least five of the labeled effects are larger than would be expected if they were the result of random variation. This suggests that these effects are active. The plot does not provide a clear indication that the three-way Concentration*Feed Rate*Stir Rate interaction is active.
In the Contrasts outline in Contrasts Report for Reactor 32 Runs.jmp, the Individual p-Value for the three-way Concentration*Feed Rate*Stir Rate interaction is 0.0705 and its Simultaneous p-Value is 0.7592. Because the effect does not stand out on the Half Normal Plot and because its p-values are large, you decide not to include this effect in your model.
|
3.
|
In the Half Normal Plot, drag a rectangle to select all labeled effects except for Concentration*Feed Rate*Stir Rate.
|
|
4.
|
Click Make Model to open a Fit Model window containing the five effects.
|
|
5.
|
Click Run.
|
|
1.
|
Return to the Reactor 32 Runs.jmp data table, or reopen it by selecting Help > Sample Data Library and opening Design Experiment/Reactor 32 Runs.jmp.
|
|
2.
|
Run the Model script.
|
|
3.
|
|
4.
|
|
5.
|
|
6.
|
Click Run.
|
|
7.
|
|
8.
|
Click Go.
|
|
9.
|
Click Run Model.
|
This fits a model using the seven effects. The Effect Summary outline indicates that Catalyst*Temperature*Concentration is not significant, because its p-value is 0.83042.
|
10.
|
|
11.
|
The five remaining effects are all highly significant. These are the same five effects that you identified using the Screening platform (Analysis Using Screening Platform).
|
1.
|
The Reduced Model script opens a Fit Model window for the five-effect model that you identified in Analysis Using Screening Platform and Analysis Using Stepwise Regression.
|
2.
|
Click Run.
|
|
3.
|
Click the Prediction Profiler red triangle and select Optimization and Desirability > Maximize Desirability.
|
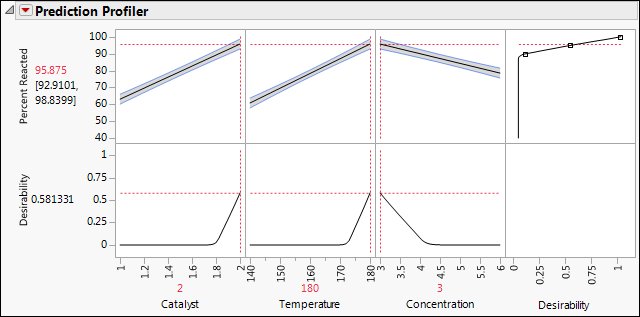
The predicted mean Percent Reacted at the settings that are shown is 95.875, with a confidence interval of 92.91 to 98.84. Note that, for all three factors, the settings that are identified are at the extremes of the ranges used in the experiment. In a future experiment, you should explore the process behavior beyond these settings.