|
1.
|
|
2.
|
[分析]>[品質と工程]>[管理図ビルダー]を選択します。
|
|
3.
|
「日付」を「サブグループ」ゾーンにドラッグします。
|
|
4.
|
「取っ手の間隔」を「Y」ゾーンにドラッグします。
|
図11.21 取っ手の間隔のXBar管理図とR管理図
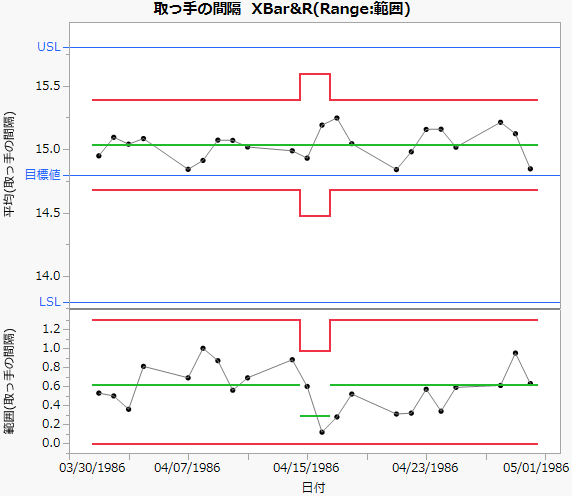
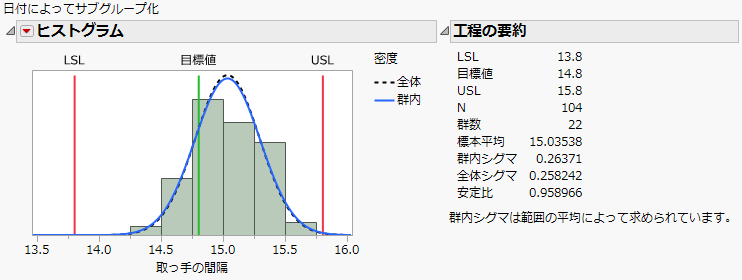
図11.22 「取っ手の間隔」の工程能力分析のヒストグラム
|
5.
|
図11.23 工程能力指数と「不適合率」レポート
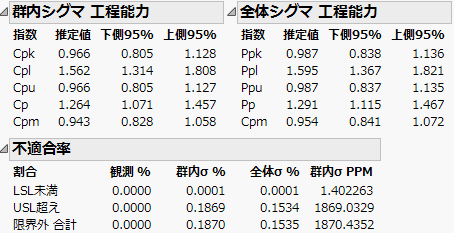
サブグループの変動から計算されたCpkは0.966で、工程があまり優れていないことを示しています。Cplの値は優れたパフォーマンスを示していますが、これは工程が下側仕様限界からシフトして離れているからです。不適合の多くは、「取っ手の間隔」の値が大きいことに起因しています。
「不適合率」レポートにおける仕様限界外となる割合の推定値は、工程の性能を知るための直接的な指標です。「不適合率」レポートにおけるPPMの値から、「取っ手の間隔」の値は下側仕様限界未満にはほとんどならないことがわかります(100万個につき1.4個)。一方、「取っ手の間隔」が上側仕様限界を超えるのは、100万個につき1869.0個です。
|
1.
|
[分析]>[品質と工程]>[工程能力]を選択します。
|
|
2.
|
「取っ手の間隔」を選択し、[Y, 工程変数]をクリックします。
|
|
3.
|
「サブグループ化」アウトラインを開きます。
|
|
4.
|
|
5.
|
[サブグループ列からの枝分かれにする]をクリックします。
|
|
6.
|
[OK]をクリックします。
|
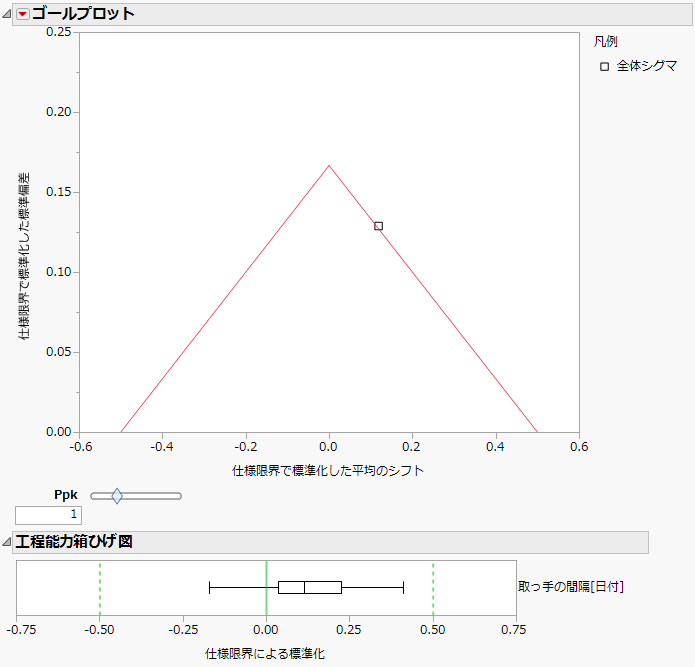
図11.24 「取っ手の間隔」のゴールプロットと箱ひげ図