稳定过程的过程能力
在本例中,您验证一些假设,基于这些假设您可以用能力分析来估计 PPM 缺陷率。可直接通过“控制图生成器”访问“过程能力”。数据中大小为 5 的子组有 22 个。缺失 6 个读数,两个连续子组中每个都缺失 3 个读数。
通过“控制图生成器”得到的过程能力
您可以使用“控制图生成器”查看过程稳定性以及过程特征的正态分布假定。还可以直接在“控制图生成器”中获得“过程能力”信息。
1. 选择帮助 > 样本数据库,然后打开 Quality Control/Clips2.jmp。
2. 选择分析 > 质量和过程 > 控制图生成器。
3. 将日期拖至子组区域。
4. 将间距拖至 Y 区域。
“间距”的均值和 R 控制图
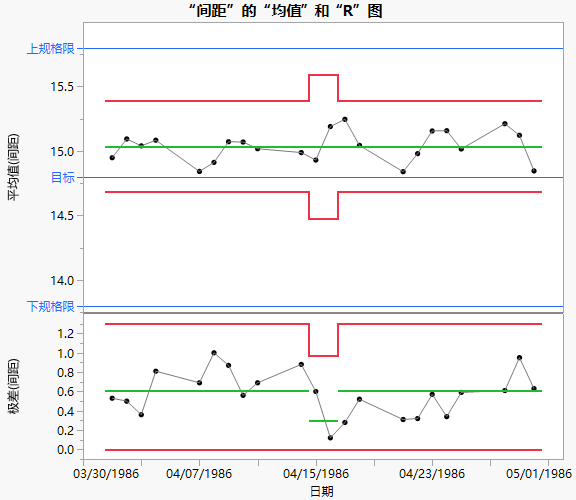
控制图指示间距随时间推移是稳定的。由于“间距”具有“规格限”列属性,“过程能力分析”报表将出现在控制图的右侧。
“间距”的过程能力分析中的直方图
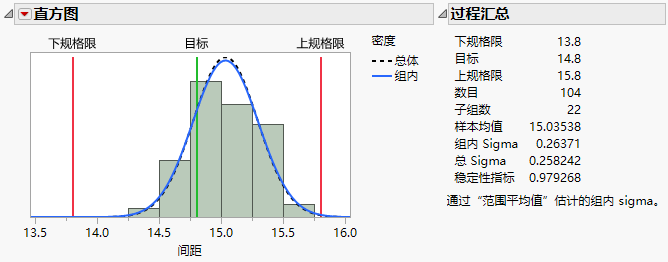
直方图和拟合正态蓝色曲线表明间距的分布近似服从正态分布。尽管过程是稳定的,间距的分布还是会向规格范围的右侧偏移。
“过程汇总”报表显示了保存至“规格限”列属性的规格限。还显示了根据子组内变异计算的 sigma 估计值(组内 Sigma)与样本标准差给出的总估计值(总 Sigma)没有很大差异。因此,稳定性指标接近 1 (0.979268)。由于过程是稳定的,因此这是期望的结果。
5. 右击不合格报表的主体,然后从“列”子菜单中选择期望组内 PPM。
能力指标和不合格报表
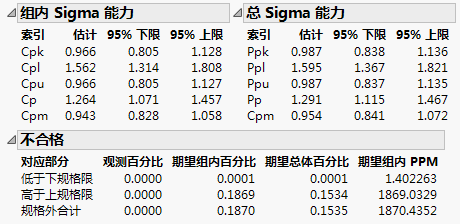
使用子组变异计算的 Cpk 值为 0.966,指示过程能力水平不高。Cpl 值表明性能良好,但这是因为过程有偏离下规格限。缺陷部件通常是由于间距值较大产生的。
注意,Cpk 的置信区间很宽;范围介于 0.805 到 1.128 之间。即使有 104 个观测也是如此。由于能力指标是比率值,因此变化异常大。基于能力指标的点估计值很容易得出错误结论。
不合格报表中给出的超出规格范围的产品估计值提供了直接衡量过程能力的测度。不合格报表中的 PPM 值指示,间距很少落在下规格限(每百万 1.4 个部件)之下。不过,间距落在上规格限之上的部件数为每百万 1869.0 个部件。
对于未中心化的过程,若过程调整为是中心化的,则 Cp 值指示潜在能力。若该过程调整为以目标值 14.8 为中心,则其能力为 1.264,且置信区间从 1.071 到 1.457。
“过程能力”平台
您已验证了“间距”的稳定性和正态性,现在您可以在“过程能力”平台中获得其他信息。
1. 选择分析 > 质量和过程 > 过程能力。
2. 选择间距并点击 Y,过程。
3. 打开过程子组分级显示项。
4. 在“选择列”列表中选择日期,并在“角色”列表中选择间距。
5. 点击嵌套子组 ID 列。
默认情况下,“子组内变异统计量”选项设置为“无偏标准差的平均值”。在“控制图生成器”示例中(通过“控制图生成器”得到的过程能力),使用了子组极差。
6. 点击确定。
“间距”的目标图和箱线图
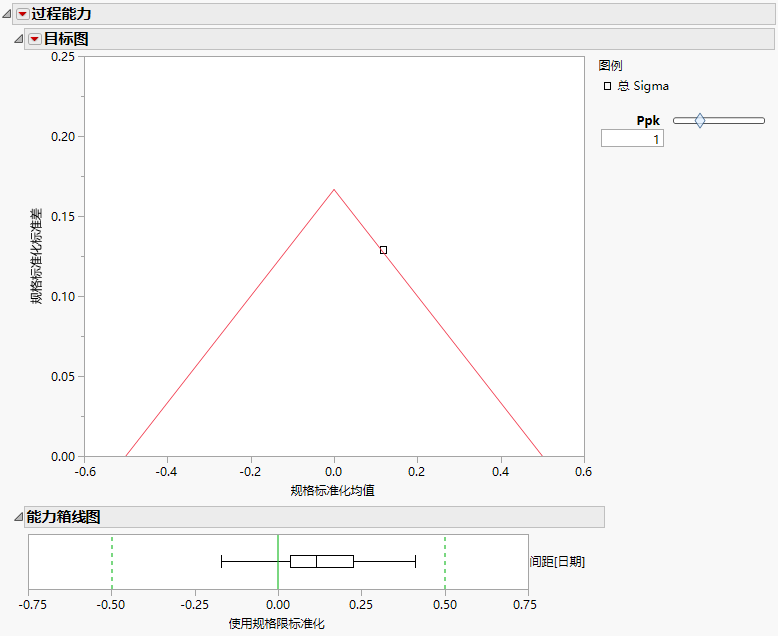
目标图显示“间距”的 Ppk 指标基本上等于 1。箱线图显示大部分值落入规格范围内,但数据值的大多数向规格范围内的右侧偏移。
7. 点击“过程能力”红色小三角并选择单项详细报表。
报表使用“控制图生成器”获得,只是“组内 Sigma”基于平均标准差而不是平均极差。请参见“间距”的过程能力分析中的直方图和能力指标和不合格报表。